
+8613940551318
-


-


-


WhatsApp


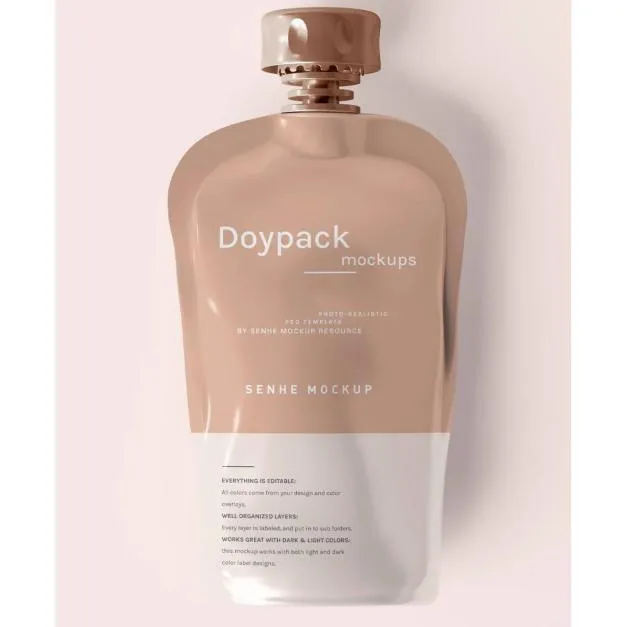
дой пак с дозатором 500 мл
Когда слышишь ?дой пак с дозатором 500 мл?, первое, что приходит в голову — удобство. Но в цеху, когда начинаешь разбираться с заказами, понимаешь, что многие клиенты, да и некоторые коллеги по отрасли, сводят всё к простой формуле: пакет + дозатор = готово. На деле же, особенно с объёмом в 500 мл, начинается самое интересное. Это не просто упаковка, это баланс между потребительским опытом и технологическими ограничениями, о которых редко говорят в красивых презентациях.
Что скрывается за цифрой 500 мл
Объём в пол-литра — это не случайная цифра. Для многих жидких и вязких продуктов — соусов, сиропов, некоторых технических жидкостей — это оптимальная точка. Достаточно для частого использования, но не слишком много, чтобы продукт застаивался. Однако именно здесь и кроется первый подводный камень. Многие думают, что можно взять любой композитный материал, приварить стандартный дозатор — и дело в шляпе. Но нет. Плотность продукта, его химический состав, даже способ хранения — всё это диктует выбор структуры пакета.
Я помню, как мы работали над заказом для одного производителя растительного масла. Они хотели именно дой-пак на 500 мл с узким дозатором для точного дозирования. Казалось бы, типовое решение. Но их масло было нерафинированным, более агрессивным к внутреннему слою пакета. Стандартная ламинация не подошла — через пару месяцев начиналась миграция, вкус продукта менялся. Пришлось перебирать комбинации барьерных слоёв, тестировать разные полиэфирные плёнки в составе ламината. Это была не одна неделя проб и ошибок.
Именно в таких ситуациях понимаешь ценность производителя, который не просто штампует типовые решения, а способен вникнуть. Вот, к примеру, на сайте ООО Шэньян Дунъиюань по упаковочным технологиям (https://www.sydyy.ru) указано, что они производят различные виды композитных пакетов, включая пакеты из полиэфирной плёнки. Это важный сигнал. Полиэфирная плёнка (PET) — отличный барьер для масел и ароматов, но её применение в дой-паке с дозатором — это отдельная история сварки швов. Не каждый цех сможет обеспечить герметичность узла дозатора на такой основе без специального оборудования.
Дозатор: сердце системы, а не просто крышка
Вот на чём чаще всего экономят и ошибаются. Дозатор для дой пак 500 мл — это целая инженерная система. Важен не только диаметр горловины, но и тип клапана, усилие открывания, материал самого дозатора (чаще всего ПЭ или ПП). Для пищевых продуктов нужен пищевой контактный материал, причём с сертификатами. А если продукт густой, как, скажем, мёд или концентрированный сироп, то нужен дозатор с увеличенным проходным сечением, иначе потребитель будет выжимать из пакета всё силы.
Был у нас опыт с кленовым сиропом. Клиент принёс свой, ?очень крутой? дозатор с красивым дизайном. Но при тестовом наполнении выяснилось, что шарик в клапане залипает от вязкой жидкости. На складе пакеты стояли нормально, но после недели хранения в горизонтальном положении начались подтёки. Пришлось убеждать клиента сменить модель дозатора на более простую, но с другим механизмом клапана. Он долго сопротивлялся, ведь дизайн был ?фирменным?. В итоге согласился, и возвратов по браку не было. Мораль: дозатор нужно тестировать в паре с конкретным продуктом и в условиях, приближенных к реальным.
И здесь снова возвращаешься к вопросу о комплексном подходе. Производитель упаковки, который просто покупает дозаторы на стороне и приваривает их, рискует. Хорошо, когда компания, как та же ООО Шэньян Дунъиюань, способна производить фасонные пакеты. Это говорит о гибкости производства. Горловина под дозатор — это по сути фасонный элемент. Если производство может её правильно сформировать и усилить, то риск разгерметизации или ?сползания? дозатора при наполнении под давлением резко снижается.
Печать и дизайн: не только для полки
Печать на дой-паке — отдельная тема. Особенно когда пакет будет деформироваться при выдавливании продукта. Качество печати должно быть таким, чтобы краска не пошла трещинами на сгибах. Мы часто используем флексопечать для таких задач — она гибкая. Но есть нюанс с белой подложкой. Для ярких цветов она необходима, но это добавляет слой и влияет на эластичность пакета. Иногда клиенты требуют сложный градиент на всей поверхности, но не думают, что в месте, где пакет сжат пальцами, этот градиент может превратиться в нечитаемое пятно.
Однажды был заказ на пакеты для премиального кофе с сиропом. Дизайн был тёмным, с золотым тиснением. Смотрелось богато. Но когда началось тестовое наполнение горячим сиропом (такова была технология), термоклей на горловине немного деформировался, и в этом месте золотая краска начала отслаиваться микроскопическими чешуйками. Пришлось срочно менять краску на более термостойкий вариант и корректировать режим запайки. Это тот случай, когда красота вступила в конфликт с функциональностью.
В описании деятельности ООО Шэньян Дунъиюань указаны пакеты для кофе с печатью. Это хороший ориентир. Если компания имеет опыт печати именно для такой чувствительной к внешнему виду ниши, как кофе, значит, они, скорее всего, разбираются в тонкостях работы с цветом и знают, как печать ведёт себя на композитных материалах после фасонирования и наполнения.
Логистика и наполнение: где теория сталкивается с практикой
Казалось бы, произвели пакеты — отдали клиенту. Но самый частый вопрос от производителя продукта: ?А как мне это наполнять??. Дой пак с дозатором 500 мл — не бутылка. Его нельзя просто поставить на конвейерную линию для ПЭТ-тары. Нужно специальное оборудование для вертикальной подачи, раскрытия, запайки горловины после наполнения. И здесь критически важна стабильность геометрии пакета. Если партия к партии ?гуляет? размер или жёсткость ламината, автомат для наполнения будет постоянно давать сбой.
Мы как-то поставили крупную партию пакетов для соевого соуса. Пакеты были идеальными. Но на фабрике клиента использовалась старая линия наполнения, настроенная на более жёсткий материал. Наши пакеты были тоньше и эластичнее, для экономии материала. В результате захваты автомата плохо их фиксировали, происходил перекос при запайке. Пришлось срочно дорабатывать техкарту, добавляя чуть более жёсткий и плотный внешний слой, хотя по барьерным свойствам он был избыточен. Клиент был спасён, но себестоимость пакета выросла.
Поэтому, выбирая поставщика, стоит смотреть не только на каталог, но и на способность к диалогу. Готовы ли они запросить параметры вашей линии наполнения? Спросят ли о скорости конвейера? Предложат ли пробную партию для тестов на вашем оборудовании? Это признаки ответственного подхода, который выходит за рамки простой продажи.
Взгляд вперёд: устойчивость и новые материалы
Сейчас всё больше запросов на экологичность. И это новый вызов для дой пак 500 мл с дозатором. Классический композитный материал сложно переработать. Идут эксперименты с монослоями, с биоразлагаемыми плёнками. Но здесь встаёт вопрос о барьерных свойствах. Как сохранить свежесть масла или аромат кофе в пакете из PLA-пластика? Пока что это компромисс. Возможно, будущее за новыми видами ламинации, где один из слоёв будет поддаваться рециклингу.
Видится и другая тенденция — умные пакеты. Не в смысле чипов, а в смысле удобства. Например, дозатор с возможностью полного закрытия после первого вскрытия, а не просто клапанный. Или пакет с рёбрами жёсткости, чтобы не скользил в руке. Но каждое такое усовершенствование — это усложнение производства и, увы, рост цены. Будет ли рынок готов за это платить? Для нишевых премиальных продуктов — да. Для масс-маркета — вряд ли в ближайшее время.
В конечном счёте, работа с такой, казалось бы, простой вещью, как дой пак с дозатором 500 мл, — это постоянный поиск баланса. Баланса между стоимостью и качеством, между инновацией и надёжностью, между желанием маркетолога и возможностями технолога. И главный вывод, который приходит с опытом: не бывает универсального решения. Каждый продукт, каждая линия наполнения, каждый канал сбыта диктуют свои правила. И успех приходит к тем, кто умеет их слышать и обладает достаточной гибкостью производства, чтобы на эти правила адекватно ответить.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Пакеты зип-лок для корма кошек, собак и рыб
Пакеты зип-лок для корма кошек, собак и рыб -
 Пакеты для хранения хлеба с печатью
Пакеты для хранения хлеба с печатью -
 Фольгированные пакеты для корма питомцев
Фольгированные пакеты для корма питомцев -
 Восьмишовные пакеты для кофе
Восьмишовные пакеты для кофе -
 Пищевые пакеты с плоским дном для хлеба
Пищевые пакеты с плоским дном для хлеба -
 Дой-пак с штуцером для жидкостей
Дой-пак с штуцером для жидкостей -
 Пакеты Квадропак для корма животных
Пакеты Квадропак для корма животных -
 Майларовые пакеты для хранения снеков и орехов
Майларовые пакеты для хранения снеков и орехов -
 ПЭТ упаковки для корма собак и кошек
ПЭТ упаковки для корма собак и кошек -
 Пакеты дой-пак с плоским дном и печатью
Пакеты дой-пак с плоским дном и печатью -
 Крафт дой-паки с фольгированным слоем
Крафт дой-паки с фольгированным слоем -
 Плотные крафт-пакеты дой-пак для еды
Плотные крафт-пакеты дой-пак для еды
Связанный поиск
Связанный поиск- Крафт дой-паки
- производство пакеты для хлеба 18 мкм печать
- Биоразлагаемые пакеты для кошачьих лотков
- дой пак с зип локом
- Восьмишовные пакеты для корма животных
- Фиолетовый пакет корма для кошек
- Упаковки для кофе с печатью
- Пакет корма для собак
- пакеты для сухого корма
- Майларовые пакеты для хранения снеков и орехов